作者:紅星機器時間:2012-04-14更新時間:2012-04-14
如果您想了解我們的產品,可以隨時撥打我公司的銷售熱線或點擊下方按鈕在線咨詢價格!
立即撥打電話享更多優惠:0371-67772626
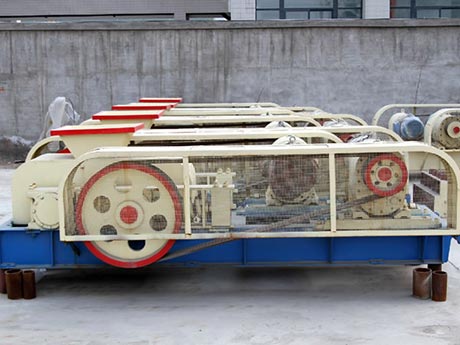
齒式對輥破碎機的利用率是較高的,零部件的磨損也是很快的,破碎機的修理根據多年的實踐,認為應該實行大、中,小修三級修理制才能滿足生產的需要。

(1)檢查或更換牙板的方頭固定螺栓,對已松動的螺栓進行緊固,防止牙板脫落造成事故。
(2)檢查牙板的磨損情況,牙板上個別磨禿的牙齒可進行硬質合金堆焊。當磨損量為牙高的10%時,可采用硬質臺金耐磨焊條堆焊,當磨損量為牙高的15-30%時,應先堆焊兩層金屬焊條層,再堆焊硬質臺金焊條層。堆焊時通常用電弧堆焊,并采用直流焊機。
(3)檢查和清洗各個軸承的軸瓦,測定軸瓦的間隙,做好記錄,測定時多采用壓鉛法。當發現軸瓦的間隙過大時,應進行調整,調整時可撤去上、下瓦之間的墊片數量來保證軸瓦與軸頸的適宜的間隙。
(4)檢查傳動軸部件,測定傳動齒輪的磨損情況。一般用游標卡足測量齒輪分度圓上的齒厚,并做好記錄。齒輪上個別的輪齒有損壞時,要進行修理,如輪齒的局部打斷或全部打斷,要進行焊接,焊后用齒形樣板進行檢查,并用銼刀銼削到原來的標準齒形。檢查或更換安全銷,當安全銷已切斷原直徑的1/2時,應進行更換。
(5)齒式對輥破碎機的計劃小修理的間隔期一般為15-30天,應根據設備的具體工作環境和運轉狀況作出具體規定。破碎機的小修理可由一名有經驗的老工人帶領2—3名青年工人進行。

(l)堆捍齒形牙板上部分磨損的牙齒,堆焊前應將牙板從輥子上拆下來放于平臺上,使堆焊的表面處于水平位置,然后再進行堆焊,堆焊后的牙板應緩冷,防止堆焊層產生裂紋以減弱牙齒的強度。一般可用石棉布將堆焊的牙齒包扎起來,放入室內緩冷到常溫,冬季應放在干燥爐內緩冷。
(2)調整軸承的間隙或更換磨損嚴重的軸瓦。在刮研新軸瓦時每平方厘米上的接觸斑點應符合如下要術。銅瓦接觸斑點不應少于12個,軸承臺金的軸瓦接觸斑點不應少于8個。
(3)修理或更換傳動軸及小齒輪,在備件準備充足的情況下,可預先將傳動軸部件裝配好,實行部件更換,然后再修復磨損的軸和齒輪,作為下次中修的備件。軸頸尺寸磨損嚴重時,通常采用電焊堆焊進行恢復,堆焊的加工余量為5—8毫米。齒輪一般可翻轉使用,將齒輪從軸上拆卸下來翻轉后再裝入軸上,在使用翻轉的小齒輪時,為了使齒輪嚙合正確、接觸良好,也也將大齒輪翻轉使用。
(4)檢查安全銷及套筒,套簡與皮帶輪磨損后其間隙超過原間隙1.5倍時應更換套倚。更換下來的舊套倚,用電焊堆焊磨損表面,然后加工到原公稱尺寸。堆焊時為了防止套倚產生變形,要對稱進行焊接,焊后緩冷。
(5)處理漏料及密封裝置。齒式對輥破碎機中修理的間隔期一般為10-12個月,可根據工廠生產的實際情況決定。

(1)更換兩個齒輥的全部牙板,在安裝新的牙板對應該注意使一個牙板上的牙尖準確地對準另一個牙板上的牙槽,不應有碰牙現象。
(2)修理或更換兩輥的輥軸,一般用電焊堆焊磨損的軸頸。在安裝兩輥時要注意使兩輥的中心線平行,其不平行允差每米0.2毫米,并應保證輥子兩邊的彈簧受力均勻。
(3)調整軸瓦的間隙或更換軸瓦要根據中修記錄和大修前檢查的記錄決定。刮研軸瓦時其接觸斑點與中修理時刮研的要求相同。
(4)更換大小齒輪和傳動軸,如果大小齒輪均未經翻轉使用時,也可更換后進行囂轉,作為下次修理的備件。
(5)檢查或更換異形齒輪,檢查時作好記錄。更換安全銷+R套筒。

(6)檢查基礎,處理隱患,處理漏料及密封等。
(7)大修理的間隔期一般為3年。
(8)齒式對輥破碎機運轉中經常發生的故障是安全銷被切斷,一般是由于破碎機進入了不能破碎的材料(術塊,鐵塊)所造成的。當發現破碎機的大皮帶輪轉動而破碎機不能工作時應立即停車,更換新銷子后在開動破碎機。
下一篇:球磨機的結構設計原理